Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)
Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
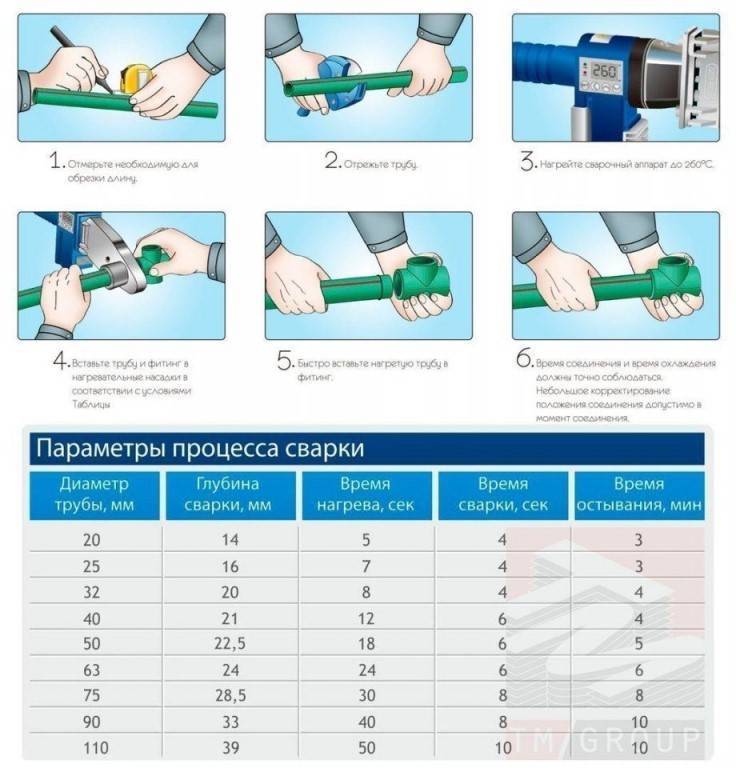
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Паяльник для полипропиленовых труб
Новичку не рекомендуется приобретать такой аппарат. Его можно изготовить из утюга и соответствующих материалов, сэкономив при этом значительную сумму.
Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.

Технология изготовления
болгаркой от дна утюга срезаются все лишние детали;


- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;


- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.










Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.

С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.

Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами. Приступать к процессу пайки нельзя, не определив тип и размеры материала
Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.









Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
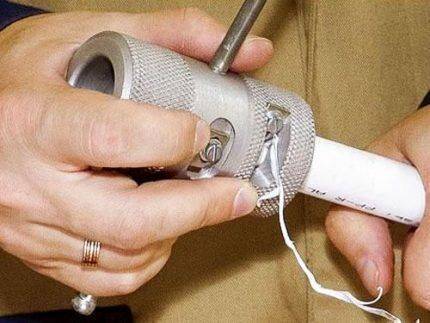
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.










Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90о, с них снимается фаска, облегчающая соединение.










Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.

Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей. По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
Для различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
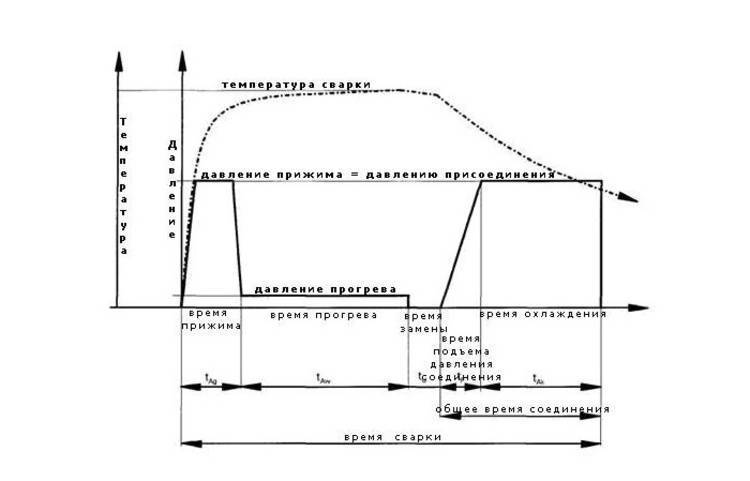
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Заключение
Пайка термопластичных пластмасс (а также ПВХ или Экопластов) очень похожа на сварку металла в том смысле, что нужно знать, какой тип пластика используется, какова его температура плавления и как правильно выполнить сварное соединение. Следует помнить, что пластиковые сварные швы весьма похожи на металлические, и что процесс шлифования и чистовой обработки должен быть выполнен до того, как сварка будет завершена.
Считают, что полипропилен можно использовать и при сварке металлопластиковых труб. На самом деле этого делать нельзя, поскольку прочность гетерогенных соединений всегда ниже, чем гомогенных.
Термопластичным полипропилен назван потому, что, когда его нагревать до достаточно высокой температуры, материал размягчается, текучесть его увеличивается, и интенсифицирующая диффузия молекул делает возможным прочное неразъёмное соединение.










Рекомендуем:
 Монтаж труб ПНД своими руками: инструкция по сварке + как согнуть или распрямить такие трубы
Монтаж труб ПНД своими руками: инструкция по сварке + как согнуть или распрямить такие трубы
 Сварка аргоном (аргоновая сварка) — технология, описание процесса
Сварка аргоном (аргоновая сварка) — технология, описание процесса
 Какой выбрать газовый паяльник: ТОП-13 лучших моделей в 2021 году
Какой выбрать газовый паяльник: ТОП-13 лучших моделей в 2021 году
 Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
 Что означает SDR в маркировке полиэтиленовых труб: формулы и примеры
Что означает SDR в маркировке полиэтиленовых труб: формулы и примеры
 ГОСТы стальных труб: основные нормативы качественной продукции
ГОСТы стальных труб: основные нормативы качественной продукции
 Как соединить провода без пайки: лучшие способы и их особенности + монтажные рекомендации
Как соединить провода без пайки: лучшие способы и их особенности + монтажные рекомендации
 Отопление в частном доме из полипропиленовых труб своими руками
Отопление в частном доме из полипропиленовых труб своими руками
 Фитинги для полипропиленовых труб и других видов полимерных изделий
Фитинги для полипропиленовых труб и других видов полимерных изделий
 Холодная сварка: виды и применение — подробный инструктаж
Холодная сварка: виды и применение — подробный инструктаж