Как загнуть круглую металлическую трубу, не помяв ее?
Как загнуть круглую металлическую трубу, не помяв ее?
Как согнуть трубу без трубогиба в домашних условиях?
Чтобы не помять место сгиба, труба плотно набивается песком (чистым без камешков и мусора), с двух сторон забивается деревянными пробками, это надо сделать аккуратно и качественно, чтобы пробки не вылетели и в тоже время чтобы их потом без труда можно было вытащить.
Затем трубу в месте сгиба разогревают паяльной лампой, газовой горелкой, строительным феном и сгибаете руками в месте разогрева. Если усилия для сгиба недостаточно, то можно одну сторону трубы зафиксировать тисками с дополнительно проложенными деревянными брусками, предварительно прорезанными по форме полуокружности под диаметр сгибаемой трубы, а на второй конец трубы надеть кусок трубы большего диаметра и использовать его в качестве рычага при сгибании.

Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
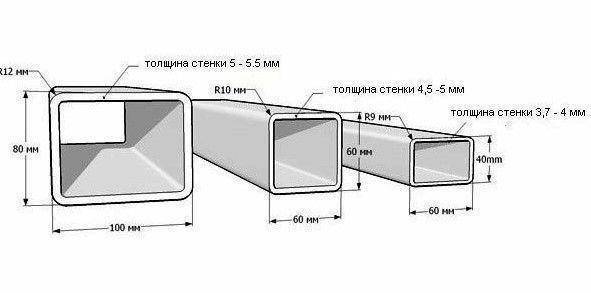
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Деформация с внутренним противодействием
Для тех, кто ищет методы, как согнуть трубу в домашних условиях без гофры, подойдет способ с внутренней пружиной. Ее навиваем на какой-то подходящей заготовке так, чтобы наружная сторона пружины проходила по профильной трубе с зазором в 1-1,5 мм на всю длину деформируемой части. Проволоку используем диаметром 1-3 мм, в зависимости от параметров гнутой трубы.
Зону обработки прогреваем пропановой горелкой или паяльной лампой. Затем вставляем обрабатываемый патрубок в предварительно сделанную матрицу с внутренним сквозным отверстием, обеспечивающим требуемый радиус кривизны. Обязательно учитываются соотношение размера профильной трубы и отверстия.

Традиционным считается вариант, в котором ведущую роль играет песок. Им заполняется свободное пространство внутри профиля перед тем, как согнуть трубу. Оба свободных отверстия понадобится заглушить деревянными пробками. Понадобится чистый сухой песок. Размер фракции не имеет значения.










Для трубы малого диаметра использование предварительного нагрева и речного песка является обязательным, иначе она лопнет. Впоследствии их выжигают горелкой, а песок высыпают.
Ее также нагревают, надевают на болванку с нужным радиусом и аккуратно выгибают. Остывать труба может как в естественных условиях, так и в ведре с водой. На качестве и прочность это никакого влияния не оказывает.
Как видим, даже в кустарных условиях получится добиться максимальных результатов. Необходимо лишь определиться с методом обработки и нужными инструментами.
Процесс изгибания
…сложности
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
 1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.










2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3.с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.
Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.

Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.

Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.









Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.

Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.
Методы сгибания трубы под прямым углом
Металлические изделия отличают особой прочностью, однако особое воздействие на этот материал позволяет придать ему необходимую форму.
Согнуть металлическую трубу самостоятельно можно несколькими способами:
С помощью колышков. При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно
Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
Методом нагревания
Изменить форму алюминиевых или стальных трубопроводов можно при нагревании. Конструкция заполняется песком и закрепляется в тисках. С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (про
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
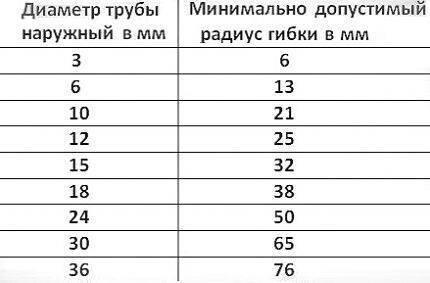 Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
 На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса










Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Особенности сгиба полипропиленовых заготовок без трубогиба
Необходимость сгибания полипропиленовой трубы возникает очень редко, так как выполнять подобные действия с материалом не рекомендуется.
Однако если без этого процесса не обойтись, то можно воспользоваться следующими методами:
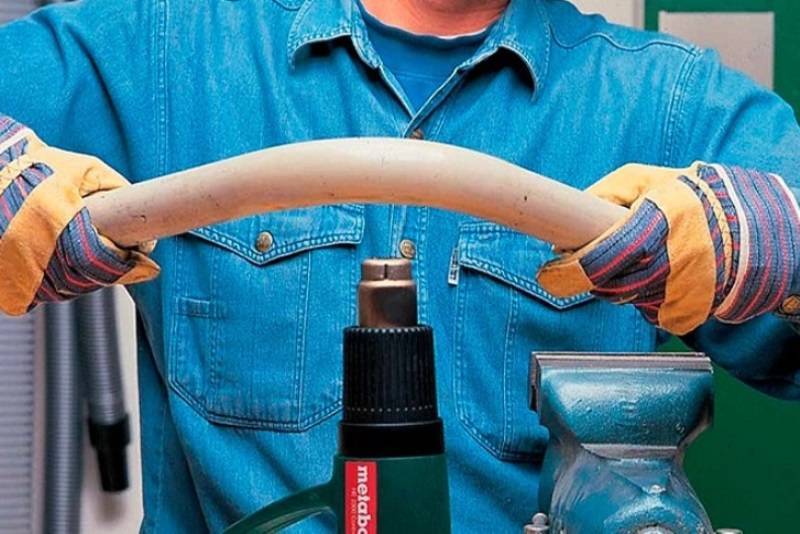
Нагревание места изгиба. Для достижения желаемого результата лучше всего использовать строительный фен, нагревание следует довести до температуры 1500С. Затем можно сгибать изделие, придавая ему нужную форму. Выполнять все действия необходимо в перчатках, устойчивых к высоким температурам
Важно помнить одно правило: сгиб выполняется в сторону менее толстой стены, то есть утолщенная стенка полипропиленовой заготовки должна размещаться с внешней стороны изгиба. После полного остывания изделия следует внимательно осмотреть его
На поверхности не должны наблюдаться вмятины или трещины.
Второй метод – холодное сгибание. Полипропиленовую трубу можно согнуть руками, но сгиб должен иметь радиус, не превышающий 8 диаметров заготовки. В противном случае материал просто сломается.
Сферы применения
Алюминий практически не требует технического обслуживания. Благодаря своим достоинствам трубы из этого металла широко используются в производстве, строительстве и других отраслях:
- Производство мебели, рекламного, торгового оборудования.

Применение алюминиевых труб
- Перилла, ограды, беседки и прочие конструкции на загородных территориях и прилегающих к частным домам участках.
- Сельское хозяйство. Благодаря высокой сопротивляемости воде и износостойкости, алюминиевый металлопрокат активно применяется при монтаже дренажных систем. Сельскохозяйственные культуры также не оказывают негативного воздействия на этот металл.
- Гнутая труба используется в сборке конструкций с навесными фасадами.
- Элементы буровых вышек сконструированы из алюминиевых деталей. Благодаря высокой пропускной способности риск появления заторов в системе сводится к нулю. Металлопрокат из алюминия долгое время выдерживает агрессивное воздействие углеводородов.
- Прокладка канализационных систем. Сточные воды и др. активные вещества не действуют на рассматриваемый металл.
- Детали из алюминия часто применяют в вентиляционных системах, так как им легко придать нужную конфигурацию, несложно разрезать болгаркой.
Кроме перечисленных сфер, трубы из алюминия в изделиях выполняют декоративную функцию: решетки, витринные каркасы, обшивка стен.

Элементы декора
Приступаем к работе
На данный момент существует два основных вида профилей: направляющие и стоечные.
Обратите внимание! Можно изгибать только направляющие профиля, так как стоечные используются для того, чтобы поддерживать основной вес гипсокартонной конструкции. Кроме того, при создании арочного проема можно использовать специальный арочный профиль
Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки
Кроме того, при создании арочного проема можно использовать специальный арочный профиль. Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки.
Изгиб элементу придается благодаря надрезам под прямым углом. Угол здесь должен быть в 90 градусов, т.е. прямым. Существует два варианта исполнения надрезов, которые зависят от того, какой частью будет осуществляться дальнейший монтаж каркасного элемента:
Надрез боковых частей
надрез под прямым углом в 90 градусов делается на обеих боковых частях профиля. Основание элемента при этом остается целым, что позволяет сохранить ребра жесткости в целостности. Такой способ отлично подходит для изготовления арок, полукруглых элементов или круга;
Обратите внимание! При использовании данного способа нужно помнить, что чем меньше нужен радиус изгиба, тем чаще нужно делать надрезы под углом в 90 градусов. надрез делается на основании каркасного элемента
Также необходимо надрезать одну из боковых частей профиля. Данный способ используется для изготовления овалов или волнообразных элементов
надрез делается на основании каркасного элемента. Также необходимо надрезать одну из боковых частей профиля. Данный способ используется для изготовления овалов или волнообразных элементов.
Зачастую фигурные элементы делают на потолке. Поэтому приступать к их формированию необходимо только после того, как каркас первого уровня был собран и обшит гипсокартонными листами. Процедура формирования изгиба происходит следующим образом:
Надрез на боковой части и основании
- наносим разметку по первому уровню каркаса или стеновой поверхности (при изготовлении декоративных полок). Этот этап обязательный, так как без разметки невозможно сделать сложные фигурные элементы;
- берем направляющий профиль и укорачиваем его на нужную нам длину;
- для укорочения элемента нужно использовать ножницы по металлу;
- далее, в зависимости от способа реза, делаем надрез под прямым углом в 90 градусов. Надрезы должны идти строго параллельно друг другу, иначе согнуть элемент не получится. Шаг для надрезов может варьироваться, в зависимости от потребностей. Но зачастую он составляет 5-8 см;
- надрезы делаем там, где нужно сделать завиток или по всей длине профиля;
- прикладываем надрезанный профиль к линии разметки;
- после этого крепим готовый элемент, изгибая его по ходу действия. Крепить нужно на саморезы. Здесь следует быть предельно внимательным, чтобы не порезаться об острые края металлического изделия;
- закреплять элемент нужно последовательно, аккуратно придавая ему нужную форму.
Крепление изогнутого элемента
Обратите внимание! Саморезы устанавливаются всякий раз, когда нужно сделать изгиб. Это придаст конечной конструкции большей плавности
Во время крепления каркаса с криволинейными элементами обязательно проверяйте каждый профиль строительным уровнем. Необходимо чтобы все каркасные элементы находились в одной плоскости. Только таким образом вам удастся сделать ровную поверхность потолка или стен.Для придания большей жесткости и прочности фигурному элементу внутрь его монтируем стоечные профиля. После этого можно осуществлять монтаж гипсокартона. Здесь главное, чтобы кусочки из цельного листа были вырезаны точно необходимого размера. Если они слегка не подходят, их можно обрезать на нужную длину ножом для гипсокартона. Придерживаясь этой инструкции можно правильно согнуть любой металлический профиль и придать ему абсолютно любую форму.










Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.

Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно
Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Выводы и полезное видео по теме
Ролик #1. Как согнуть трубу при помощи подручных средств, узнаете из этого видео:
Ролик #2. Как согнуть трубу любого сечения в круг:
Ролик #3. Самодельный трубогиб — нужная вещь в хозяйстве:
При выполнении ремонта или строительстве дома необходимость изогнуть трубу— круглую или профильную, возникает часто. Если объем небольшой, можно сделать это своими руками. Массовая гибка трубной продукции возможна только при наличии специального оборудования.
Расскажите о том, как вы гнули металлическую трубу для устройства теплицы или других целей. Поделитесь с посетителями сайта технологическими нюансами, известными только вам. Пишите, пожалуйста, комментарии в расположенном ниже блоке, размещайте фото по теме статьи, задавайте вопросы.
Рекомендуем:
 Как спрятать газовую трубу на кухне: способы маскировки и правила устройства короба
Как спрятать газовую трубу на кухне: способы маскировки и правила устройства короба
 Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
 Как выбрать трубы из сшитого полиэтилена для водоснабжения: плюсы и минусы
Как выбрать трубы из сшитого полиэтилена для водоснабжения: плюсы и минусы
 Колпак на трубу дымохода: как выбрать конструкцию или сделать ее своими руками
Колпак на трубу дымохода: как выбрать конструкцию или сделать ее своими руками
 Чертежи теплицы из поликарбоната своими руками из профильной трубы
Чертежи теплицы из поликарбоната своими руками из профильной трубы
 Как выбрать гидравлический трубогиб: виды оборудования и его особенности
Как выбрать гидравлический трубогиб: виды оборудования и его особенности
 Дренажная труба 110 в фильтре: геотекстиль и кокосовое волокно
Дренажная труба 110 в фильтре: геотекстиль и кокосовое волокно
 Как пробурить скважину своими руками: способы бюджетного самостоятельного бурения
Как пробурить скважину своими руками: способы бюджетного самостоятельного бурения
 ГОСТы стальных труб: основные нормативы качественной продукции
ГОСТы стальных труб: основные нормативы качественной продукции
 Какие трубы лучше для скважины: обзор и сравнение всех видов подходящих труб
Какие трубы лучше для скважины: обзор и сравнение всех видов подходящих труб









